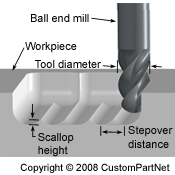
In many milling operations, the cutting tool must step over and make several adjacent cuts to complete machining a feature. As a result, a small cusp of material, called a scallop, will remain between these cuts on any surrounding walls or on the machined surface if a ball end mill is used. The size of the step-over distance and the tool diameter will determine the scallop height between each step. Decreasing the step-over distance will minimize the scallop height, but will require more steps, and therefore more time, to machine the feature. Learn more about Milling.